
扫一扫,微信关注我们


| 品牌 | Siemens/西门子 | 应用领域 | 化工,电子,电气 |
|---|---|---|---|
| 产地 | 德国 | 品牌 | 西门子 |
6ES7314-6CH04-0AB0参数详细
编辑机器数据
注意:MD参数包含很多内容,同FM357-2具体功能有关。MD参数详细描述,请查阅FM357-2模板手册。
1)轴配置。点击Axis Configuration。以X轴为例,“SM w/o encoder"表示驱动设备是不带编码器的步进电机(图8)。
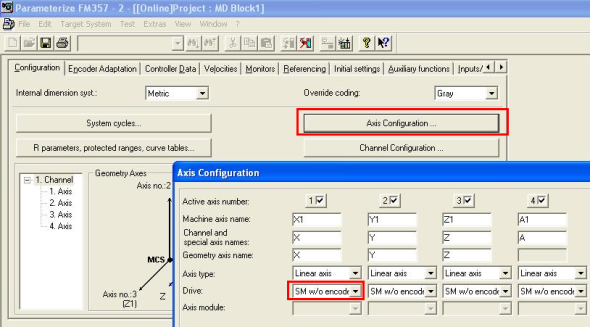
图8 轴参数配置
2)通道配置。FM357-2可以配置4个通道,这里只使用通道1(图9)。
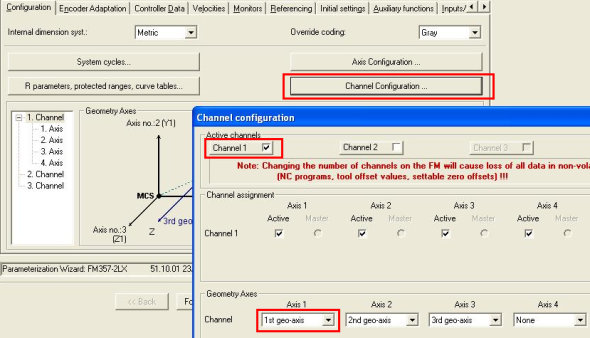
图9 通道参数配置
3)配置电机转1圈对应的脉冲数、电子齿轮比、工件轴转1圈对应的位移。设置电子齿轮比为1:1,实际表示输出1000脉冲对应10mm位移(图10)。
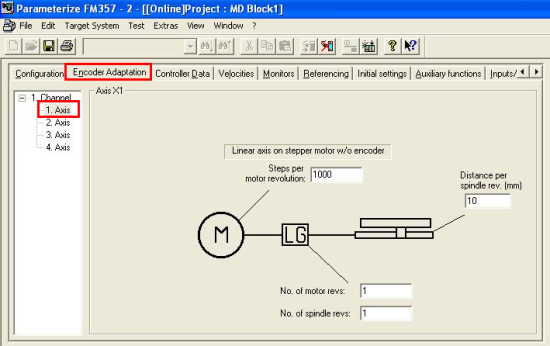
图10 步进电机参数配置
4)点击Finish,装载并激活MD参数更新,由于是在线编辑,直接更新FM357-2模板中MD参数(图11)。
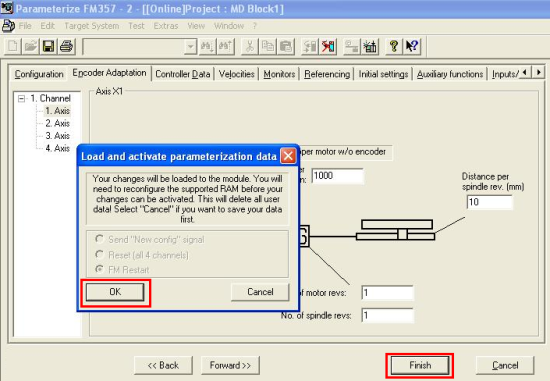
图11 装载并激活MD参数
5)为了便于以后离线修改和项目备份,可以通过“File"?“Save as" 将MD参数保存为文件,文件格式为“.MCP"(图12)。
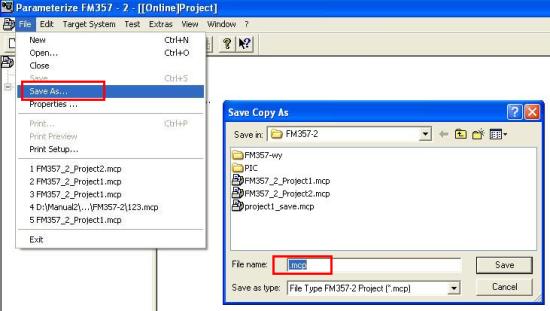
图12 项目备份
6 编写用户程序
FM357-2 相关的功能块比较多,对于初次使用FM357-2模板的用户,不容易区分和掌握各个功能块的作用和用法。如果自己编写程序,比较费时间且容易出错。这里介绍一种简单的方法:直接拷贝例程中的程序。
6.1 拷贝修改程序块
1)在STEP7中打开新项目,选择“Sample Projects"标签,选择并打开项目zEn16_01_FM357-2_BF_EX(图13)。
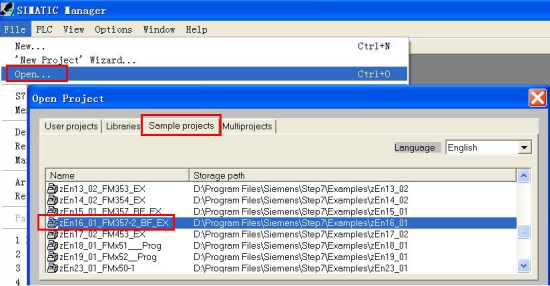
图13 打开FM357-2 Sample Project
2)将例程中所用程序块、符号表通过拷贝粘贴到用户自己建的项目中,包括UDT。
3)打开OB100,修改“FMLADDR"变量值。缺省值为256,但实际组态FM357-2模板地址为288-303(图4)。所以需要修改为实际的模板地址(图14)。
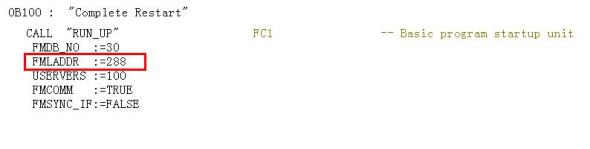
图14 OB100调用FC1
4)打开OB1,调用FC101(图15)。
说明:例程中包含7个例子Example1-Exapmple7分别对应功能FC100-FC106。但是OB1中并没有对这7个FC都调用,默认只调用FC100(Example1),当用户需要测试别的例子时,需要在OB1中调用相应的FC。因本文档演示点动运行,所以需要调用FC101(Example2 轴点动运行)。关于Example1-Exapmple7实现功能描述,参考手册6.8节。

图15 OB1调用FC101
6.2下载所有程序块(图16)。

图16 下载程序块
7 调试运行
7.1 CPU运行
将CPU314模式开关拨到“RUN"位置,使CPU运行。如果上述FM357-2固件安装、硬件配置和程序编写都正确,FM357-2将进入运行状态。
FM357-2 正常运行时LED的状态:
● SF 灭
● BAF 灭
● DC5V 亮
● DIAG 3Hz 闪烁
7.2 通过FM357-2参数化工具调试
1)重新打开FM357-2在线参数窗口,参见5.2.1。
2)通过菜单命令“Test"?“Start-up",进入Start-up界面。
3)激活X轴点动模式(图17)。
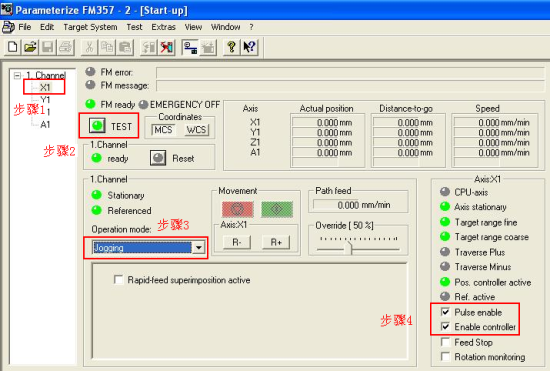
图17 激活点动模式
步骤1:选中X轴;
步骤2:点击“TEST"按钮,激活测试模式;
步骤3:选择“Jogging"模式;
步骤4:激活“Pulse enable"和“Enable controller
6ES7314-6CH04-0AB0参数详细
1. 编程操作
(1)编程准备。检查PLC与计算机的连接是否正确,计算机的RS232C端口与PLC之间是否的揽线及转换器连接:使PLC处于“停机"状态;接通计算机和PLC的电源。
(2)编程操作。
①打开GX Developer编程软件,新建一个工程,并命名。
②采用梯形图编程的方法,编辑图1所示的梯形图程序并保存。
(3)程序的传送。
①程序的写出。将编辑好的程序写入到PLC用户存储器RAM中,然后进行核对。
②程序的读入。通过[读入]操作将PLC用户存储器中程序读入到计算机中,然后进行核对。
③程序的核对。在上述程序核对过程中,只有当计算机两端程序比较无误后,方可认为程序传送正确,否则应查清原因,重新传送。
2. 运行操作
程序传送到PLC用户存储器后,可按以下操作步骤运行程序。
①根据梯形图程序,将PLC的输入/输出端与部输入信号连接好,PLC的输入/输出端编号及说明如表1所示。
②接通PLC运行开关,PLC面板上RUN灯亮,表明程序已投入运行。
③结合控制程序,操作有关输入信号,在不同输入状态下观察输入/输出指示灯的变化,若输出指示灯的状态与程序控制要求一致,则表明程序运行正常。图1 梯形图程序
表1 PLC的输入/输出端编号及说明
(2)输出强制ON/OFF。对Y000, Y001进行强制OFF操作,对Y002, Y003进行强制ON操作。
(3)修改T, C, D, Z的当前值。
①将Z的当前值K4修改为K6后,观察运行结果,分析变化的原因。
②将D4当前值,观察运行结果,分析变化的原因。
(4)修改T, C的当前值。
①将T0的设定值K100修改为K150后,观察运行结果,并写出操作过程。
②将C0的设定值D4修改为K10后,观察运行结果,并写出操作过程