扫一扫,微信关注我们

西门子6ES7214-1BD23-0XB8技术参数
1. 控制字节
定义了计数器和工作模式之后,还要设置高速计数器的有关控制字节。每个高速计数器均有一个控制字节,它决定了计数器的计数允许或禁用,方向控制(仅限模式0、1和2)或对所有其他模式的初始化计数方向,装入当前值和预置值。控制字节每个控制位的说明如表7所示。
2. 状态字节
每个高速计数器都有一个状态字节,状态位表示当前计数方向以及当前值是否大于或等于预置值。每个高速计数器状态字节的状态位如表8所示。状态字节的0-4位不用。监控高速计数器状态的目的是使外部事件产生中断,以完成重要的操作。
表7 HSC的控制字节

表8 高速计数器状态字节的状态位

中断指令有4条,包括开、关中断指令,中断连接、分离指令。指令格式如表1所示。
1. 开、关中断指令
开中断(ENI)指令全局性允许所有中断事件。关中断(DISI)指令全局性禁止所有中断事件,中断事件的每次出现均被排队等候,直至使用全局开中断指令重新启用中断。
PLC转换到RUN(运行)模式时,中断开始时被禁用,可以通过执行开中断指令,允许所有中断事件。执行关中断指令会禁止处理中断,但是现用中断事件将继续排队等候。
2. 中断连接、分离指令
中断连接指令(ATCH)指令将中断事件(EVNT)与中断程序号码(INT)相连接,并启用中断事件。
分离中断(DTCH)指令取消某中断事件(EVNT)与所有中断程序之间的连接,并禁用该中断事件。
注意:一个中断事件只能连接一个中断程序,但多个中断事件可以调用一个中断程序。
表1 中断指令格式

引言
炼钢和烧结希看生石灰的质量及CaO含量越高越好。石灰竖炉生产过程同高炉炼铁一样上料正确、布料均匀,焦炭、石灰石配比公道,是烧出好石灰的关键所在,同时要求配合公道的排灰时间。靠人工上料、配料、布料及排灰的方式远远不能满足以上要求,严重制约着生石灰产品质量的进步。针对这一情况对钢1#、钢2#石灰竖炉进行改造,引进三菱FX2N——128MR可编程序控制器,同时将风机电机及上料电机都采用变频器控制,使风量大小可根据炉温料位高低,料密度大小任意调节,改变了原来风量大小靠调节管道阀门因控制不精确而出现过烧或欠烧的情况,达到了科学控制的目的。
1 控制系统设计
本控制系统采用的三菱FX2N——128MR可编程序控制用具有0—77点输进和0—77点输出,采用FX—20P型便携式简易编程器,HPP本体内附8K步程序存储器(FX-EEPROM—8),用超级电容器作断电后备,具有性能可靠、程序编写调试方便、快捷等特点。本控制系统程序先用梯形图设计,然后用编程器转换成程序语句,输进可编程序控制器中调试好后即完玉成部工作。
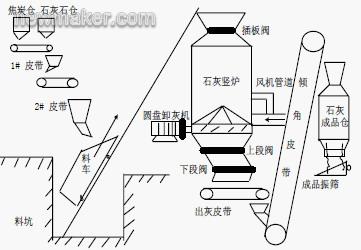
在系统设计过程中,根据石灰竖炉生产工艺流程(图1)和上料要求,将自动控制部分划分为:1#、2#供料;1#、2#上料;1#、2#卸灰及公共卸灰等7部分,各部分互联为一体。
1.1 钢1#炉供料PLC系统设计
钢1#炉供料PLC梯形图如图2所示。图中,X21为料车到底(主令)发料信号,X22为1#皮带开车信号(1KM 常开辅助触点),X23为2#皮带开车信号(1KM 常开辅助触点),T4为给焦时间(调节给焦量),T5为给石时间(调节给石量),T6设定时间为T1+T2+T4或T5(取大值)+15 s(皮带输送完料时间),T7为延时振石以便和焦炭同步下到料车里时间。
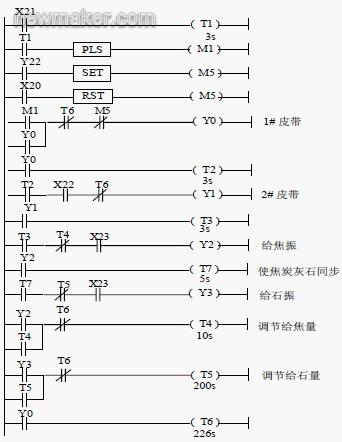
钢1#炉供料PLC部分自动过程如下:
料车到底(X21),延时3s (T1)开1#皮带(Y0),再延时3s (T2)开2#皮带(Y1),再延时3s (T3)振焦炭(Y2),振焦后延时5s (T7)振石(Y3)。
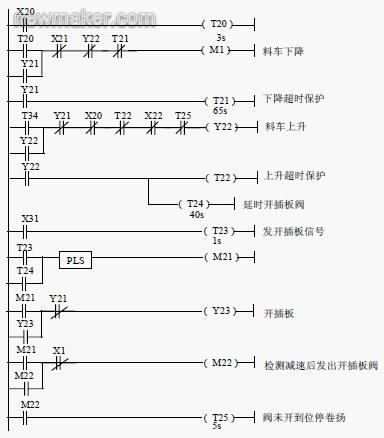
1.2 钢1#炉上料PLC系统设计
钢1#炉上料PLC梯形图如图3所示,图中,T21为料车下降超时保护,T22为料车上升超时保护,T24为料车上升行程到四分之三处所用时间,T25为插板阀开启过程时间,X1为插板阀开到位信号,X20为车到顶信号(离开消失),X21为车到底信号(离开消失),X22为1#皮带开信号,X31为开插板信号(来自卷扬主令)。
钢1#炉上料PLC部分自动过程如下:
卸灰部分上段阀关到位后(T34),料车开始上升(Y22),延时65s(T22)(或料车上升到第一减速(X31)时),开炉顶插板阀(Y23),预备下料。料车到顶(X20)延时3s(T20)料车自动下降(Y21),料车下降炉顶插板阀关回(Y23)。另外,为了避免炉顶,假如插板阀5s(T25)后仍未开到位(X1),则自动停卷扬(Y22),防止炉顶溢料。